BOOKLET OF TECHNOLOGIC ACHIEVEMENTS IN COMMEMORATION
OF THE 15th ANNIVERSARY OF THE COMPANY
(Printable version)
Orenburg, 2006
Comprehensive measures of management, maintenance and enhancement of safety not only of the most critical components of process equipment, but also of all gas-processing and chemical installations of oil and gas industry are considered as one of the highest priorities of ensuring reliability and assessing the efficiency of process equipment performances as provided for by the Federal Laws on Technological Regulation and on Safety of Hazardous Industrial Facilities. Definite quantitative risk parameters, which help disclose areas of potential failures, accidents and calamities, as well as their consequences and resulting damages are the most important safety indicators. In recent decades, research on theoretical and practical safety- and risk-related issues has become the subject matter of federal target-oriented, industrial and regional scientific and technological programmes. Many key academic, scientific and research organisation of Russia, industry-oriented scientific, design and technological institutes, higher education establishments and specialised centres are taking part in its implementation.
Gas processing and chemical treatment installations used for production, transportation and processing of H2S-bearing gases and condensate are characterised by enhanced complexity of safety and risk analyses carried out on this equipment. This fact results from the combination of multiple factors such as mechanical, thermal, corrosive, erosive, vibration, seismic, aerohydrodynamic processes and damages of load-bearing elements, as well as from hazardous impacts of process medium on human beings and the environment.
Russia’s Specialised Centre for Diagnosing of Process Equipment of Oil and Gas Fields with High H2S Content and Gas Processing Plants of JSC Gazprom - JSC Tekhdiagnostica. Safety Management Systems and Techniques – conducts the most comprehensive and fundamental study of the above problems in order to design and build process equipment to be operated in close contact with H2S-bearing gases and condensate. This booklet contains integrating scientific and operational data, giving an idea of the complexity of the problem of safety and risk assessment with regard to such specific operational factor as the presence of H2S in the process.
Scientific research and application development of JSC Tekhdiagnostica in creative cooperation with parent organisations of Gazprom, Rostechnadzor, with academic and higher education establishments, with designers of diagnosing systems make it possible to establish a unified safety management and analysis systems based on failure risk criteria with varying gravity of consequences. The booklet’s format is based on a fairly clear logical principle – it describes actual problem, main failure factors, structure of safety analysis techniques, risks and failures classification principles, dimensional model of risks, step-by-step measures to control probability of failures at various operational stages. On the booklet’s pages one can find illustrative and informative diagrams, description of methods and techniques, and equations and models of failure risk analyses applied while implementing the national policy in the field of technological regulation to ensure industrial safety and prevention of emergency situations.
The undeniable importance of the given level of technical diagnosing, determination of basic parameters such as strength, service life and risks with plotting a summary matrix graphs of risk levels becomes evident while taking justified decisions to continue operation of process equipment within and outside the specified lifetime limits, to carry out repair and recovery operations or to suspend production.
Pages of the booklet dedicated to scientific methods and techniques contain data on guidelines and regulatory norms and standard of JSC Tekhdiagnostica, supplies of test equipment and instruments to check for technical conditions of process equipment, and on design justification of serviceability limit conditions.
In future, JSC Tekhdiagnostica intends to further develop such themes as risk criteria database expansion (individual, social and economical risks of failures, accidents and disasters), introduction to the analysis of design, beyond design and hypothetical basis accidents, methods and techniques of protection of gas and chemical treatment installations depending on risk levels and classification, creation of integrated systems of monitoring of in-field equipment and automatic protective systems. Information presented in the booklet can be used as a database for completion of these new tasks.
The booklet will not only be useful for a wide range of specialists working in the specific area of strength, service life and risk analysis of the process equipment which operates in the environment with a high H2S content, but also for people working in other sectors of oil, gas and chemical industries, power generation industry, pipeline construction, and metallurgy. This will help develop new ways of technological regulation, based on the fulfilment of standard governmental requirements for provision and enhancement of integrated safety with the use of unified risk criteria for the population, technosphere and ecological environment.
June 16, 2006 Corresponding Member of Sciences Academy of Russia
N.A. Makhutov
16.06.2006
* * *
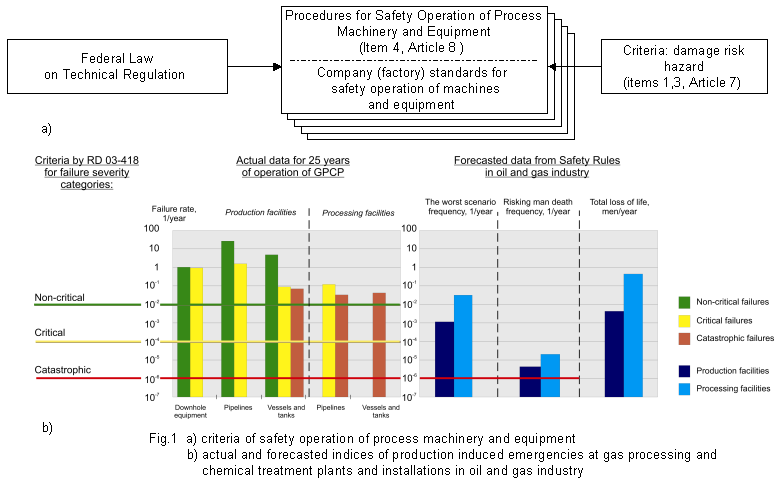
I. The actuality of development and utilisation of the system is associated with changes in the Government’s attitude to safe operating of industrial installations with regard to the degree of risk of inflicting damages (see Figure 1a) and depends on the considerable growth of actual and forecasted indices of production induced emergencies at Gas Processing and Chemical treatment Plants (GPCP) and installations in oil and gas industry by RD 03-418 criteria (see Figure 1b)
II. The existing problem of safety management and prevention of failures, accidents and emergency situations when operating gas and oil industry process equipment exposed to H2S environment has its specifics such as corrosive wear of walls, sulphide corrosive cracking of metal under stress and hydrogen induced cracking. At that, sulphide corrosive cracking of metal and hydrogen induced cracking cause defects which are hidden inside the wall and may lead to spontaneous failure (destruction) of equipment. An investigation of the problem of prevention of failures, accidents and emergency situations during long-term operation of the equipment exposed to H2S medium is based on best domestic and foreign practices in view of regulations and standard requirements for design, construction, fabrication and operation of this equipment. Over 2000 causes of failures, damages and destructions of various components of process equipment of the Orenburg Gas Processing Plant for the past 25 years have been analysed starting from the very beginning of operation. Cause analyses results are shown in Figures 2 and 3.
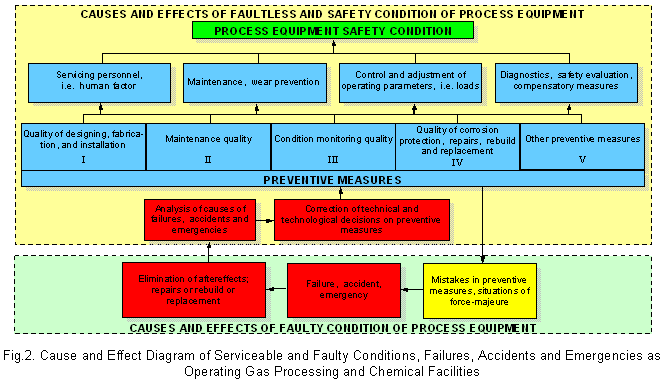
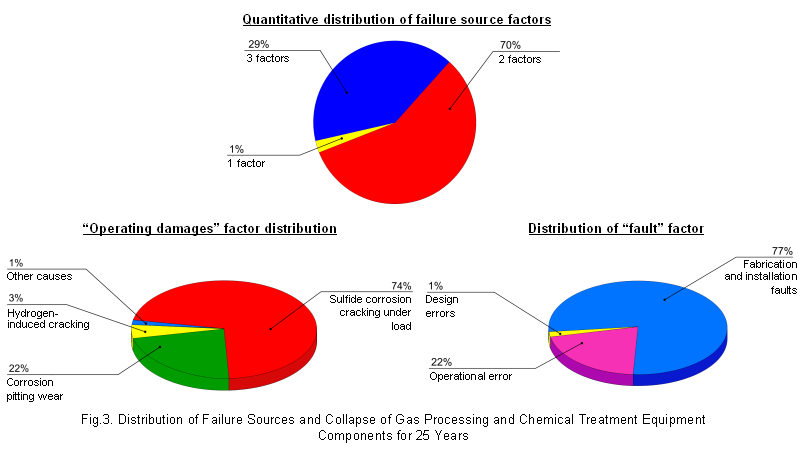
The analyses results helped come to the conclusion that most of accidents and damages are caused by failures of various components of process equipment; failures and malfunctions of components of process equipment are caused by multiple systematic factors; actually in all the failures and damages occurred because of corrosive effects of the operating environment, as well as because of mistakes in designing, manufacturing, installing and operating of the equipment; failures can be prevented in case of timely, i.e. “early” detection of malfunctions and other defects in the equipment components, assessment of damaged equipment operation hazards and appropriate preventive measures to be taken.
III. On the basis of works of some prominent scientists in the field of reliability and safety of hazardous structures and results of tests and analyses performed, it has become possible to formulate and then resolve the issue of conceptualisation and development of safety management techniques and methods of prevention of failures, accidents and emergency situations when operating process equipment of gas processing and chemical plants by risk criteria and failure probability.
The root of the concept lies in the classification of all pieces of equipment of gas processing and chemical installations by safety levels – the risk of failure of various components of process equipment and the application of differentiated risk-associated corrective effects to improve safety and to monitor operating conditions. Controlling actions are being systematically planned an implemented by using well defined methods and techniques such as:
For this concept to come to life a structural diagram (block scheme) of the safety management techniques being used to operate process equipment of gas processing and chemical installations (systems) and the diagram- related model of integrated methods of monitoring of operating conditions and prevention of failures of gas processing and chemical installations have been substantiated and developed.
In addition to this, a series of technical and technological solutions have been found to ensure safety and procedural compliance of all components of the system such as:
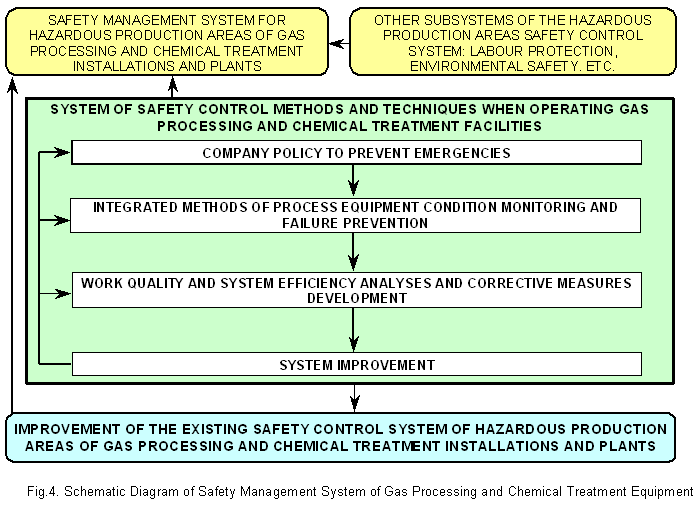
As indicated in Figure 4, along with other systems, the developed system is appropriately incorporated into the safety management system of hazardous installations of gas processing and chemical industry.
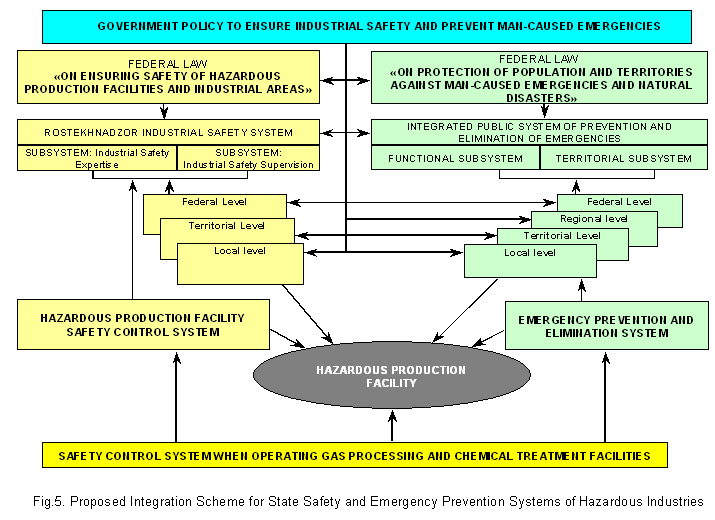
As indicated in Figure 5, the proposed scheme is integrated at the level of process facilities into state-owned systems of industrial safety and prevention and elimination of emergencies.
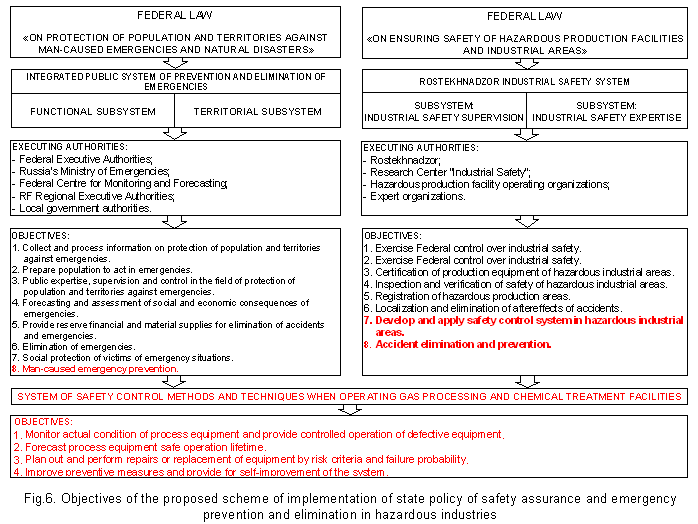
As shown in Figure 6, the proposed scheme also provides for a partial solution of issues concerning governmental assurance of industrial safety, as well as prevention and elimination of emergencies.
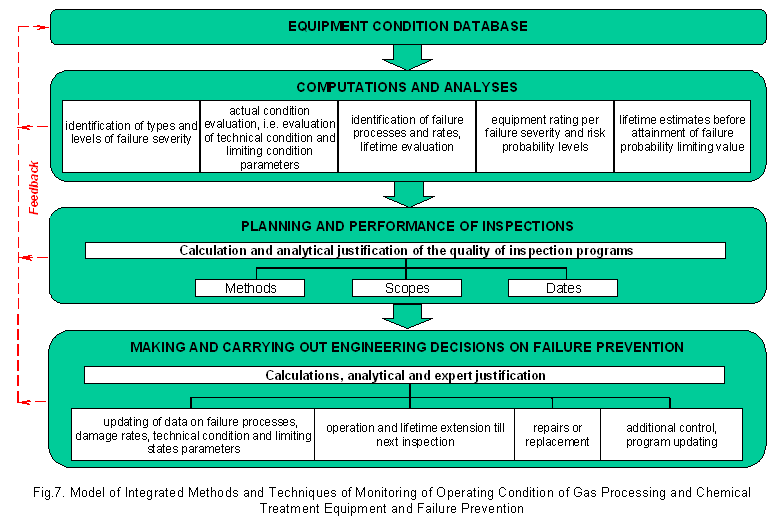
The model of integrated methods and techniques of monitoring of operating condition and failure prevention measures (Safety Package) is shown in Figure 7.
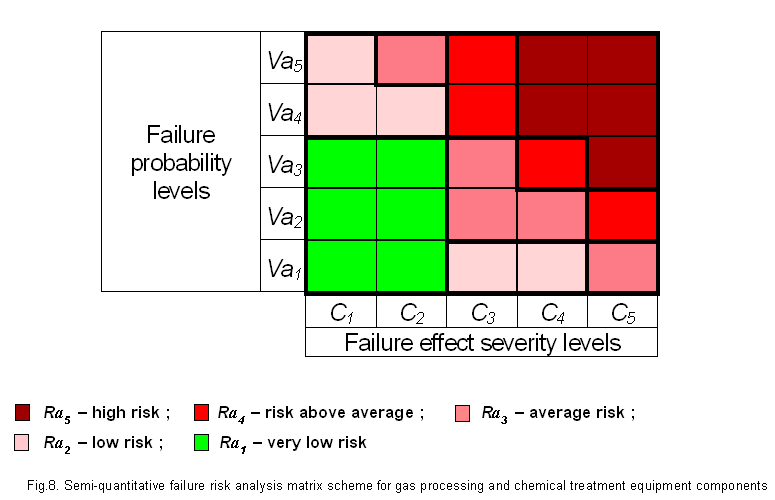
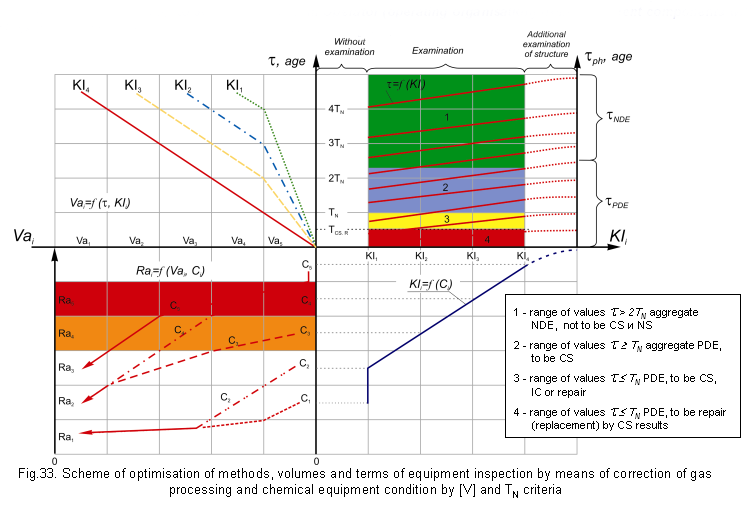
The semi-quantitative analysis matrix scheme (see Figure 8) was prepared to determine the degree of failure hazard for various components of gas processing and chemical equipment (Ra1...5); hazard degrees will be determined on the basis of probability level criteria (Va1...5) and failure criticality (C1...5).
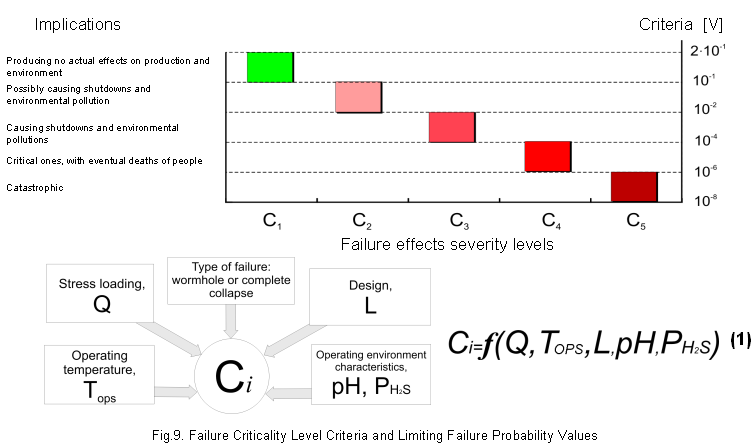
Levels of failure severity as consequences of possible accidents will be defined by relevant criteria which have been well-grounded during tests and analyses depending on operational characteristics of process equipment, operating environment and the type of a possible breakdown, equation (1). Limiting probability value criteria have been defined for each level of failure severity after considering the results of analyses of domestic, national and international standards (see Figure 9).
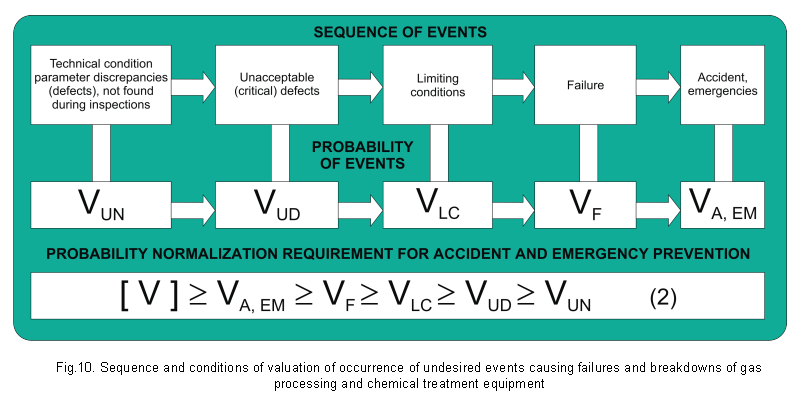
The sequence of occurrence of undesired events causing breakdowns and failures of gas processing and chemical treatment equipment as well as conditions for valuation of permissible levels of undesired event probability during accident, emergency and failure prevention (where [V] – an acceptable value of failure against specified failure criticality category) are shown in Figure 10, equation (2)
Since accidents and emergencies are rare events, and there is no true failure statistics for each component of process equipment, the intensity and probability of occurrence of potential accidents and emergencies within the proposed system will be determined by using equipment component survey data.
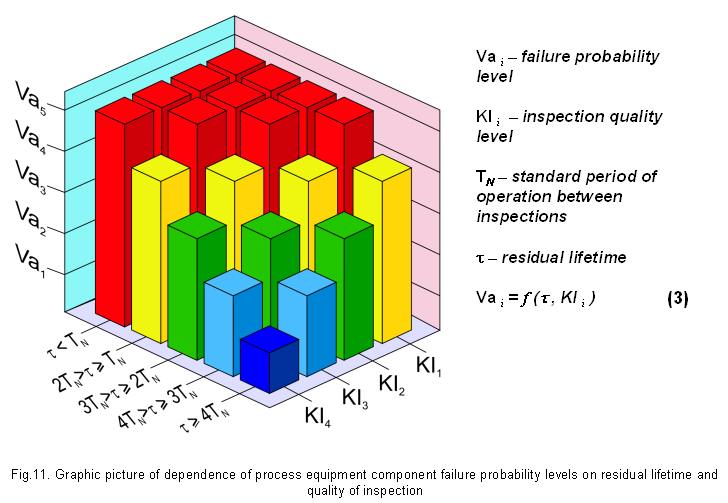
The distribution of equipment components throughout failure probability levels (Figure 11) is done on the basis of established dependence, equation (3), from a forecasted residual life value till transition of equipment components into the ultimate limit condition with regard to inspection quality levels.
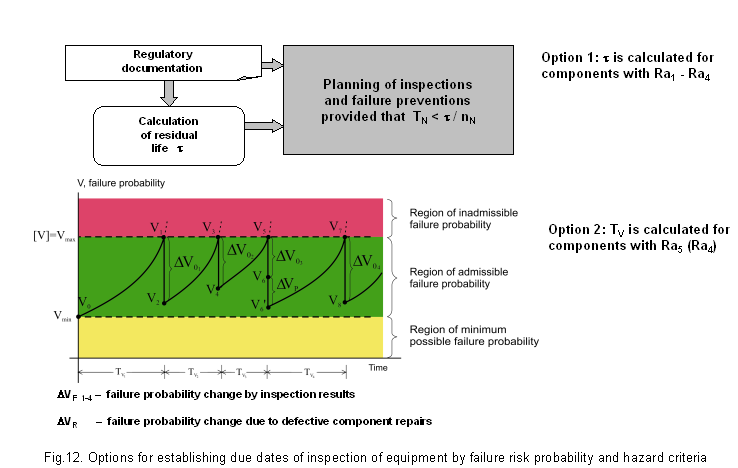
The planning of inspections (Figure 12) and failure preventions for equipment components assigned to the failure risk levels of Ra1-Ra4 is done on the basis of standard deterministic predictions of their lifetime. The planning of inspections of equipment having the failure risk level of Ra5, and by the management’s decision, of installations with the fаilure risk level of Ra4, is carried out on the basis of operating life calculation results till failure probability value reaches its peaks.
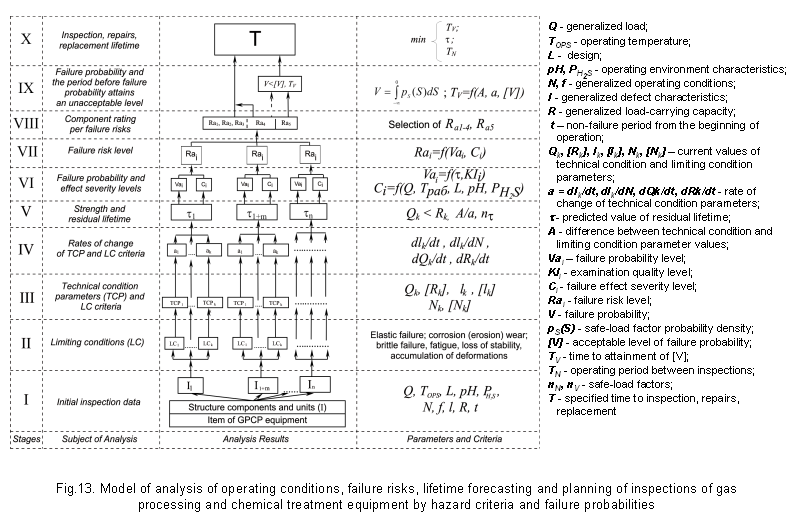
The model shown in Figure 13 was developed to analyse operating conditions of process equipment and plan out inspections of its components by failure probability and failure risk criteria.
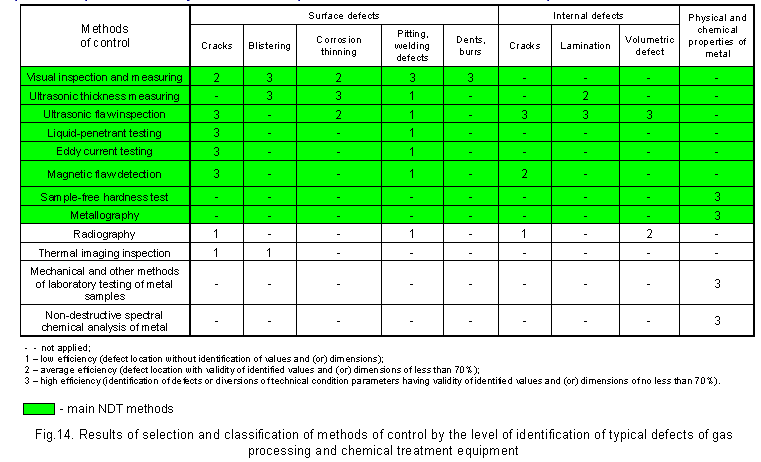
IV. Gas processing and chemical equipment metal damages and fractures data evaluation and standard technical requirements analysis results made it possible to outline and resolve the problem of substantiation of adequacy of selected methods of control and quality of programmes for gas processing and chemical equipment inspection.
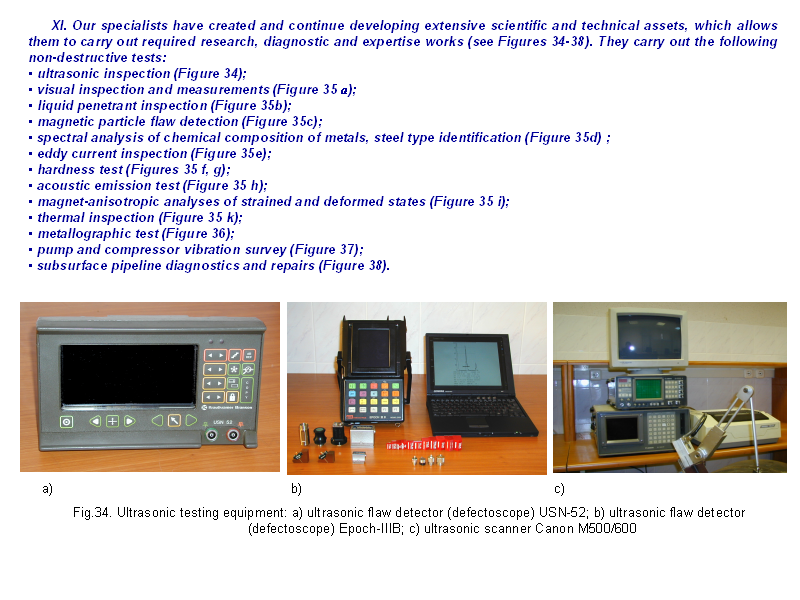
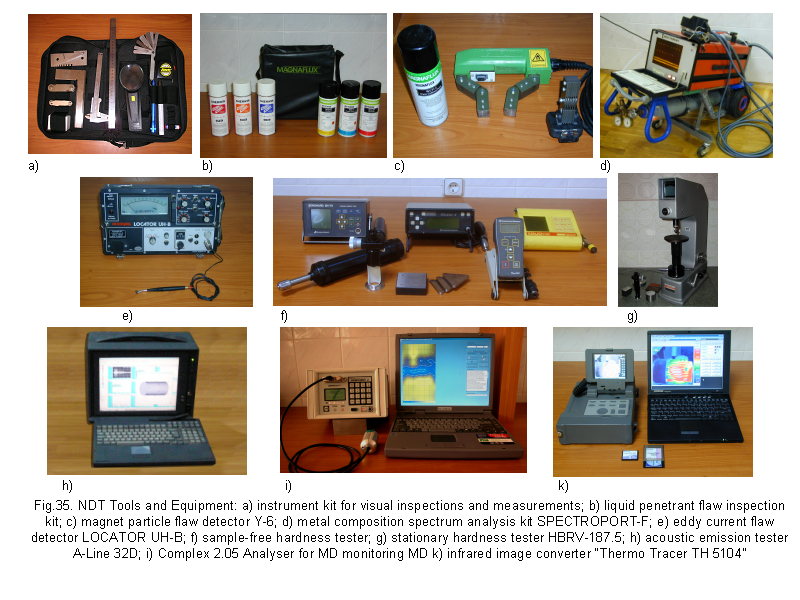
The selected options and classified methods of control are shown in Figure 14. The basic methods include Visual Inspection, Ultrasonic Flaw Inspection, Ultrasonic Thickness Measurements, liquid penetrant inspection, magnetic particle inspection and eddy-current flaw inspection, hardness tests, as well as computational methods.
The diagram of dependence of inspection programme quality levels on the number of independent inspections by the defect undetectability criterion (VUN) is shown in Figure 15. It has also become possible to identify levels of undetectability of potential defects below limiting values of equipment components failure probability, equation (4).
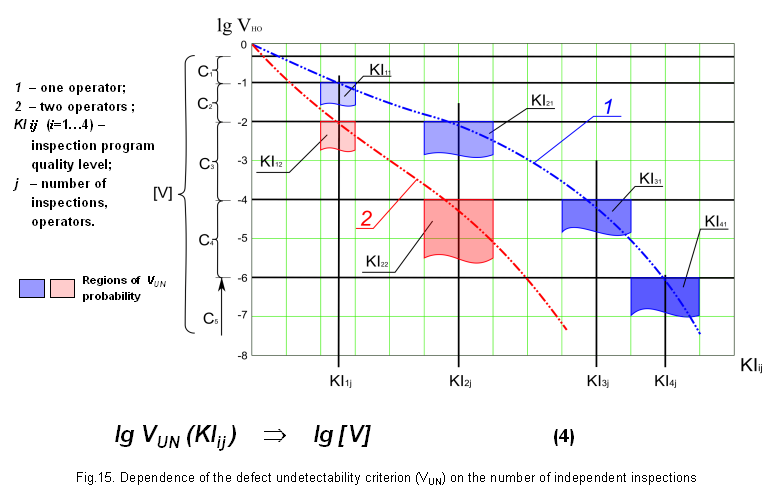
Equation (5) provides substantiation for inspection programme quality criteria for various equipment component failure hazard levels, whereat the probability to detect defects is not greater than the limiting value of component unreliability.

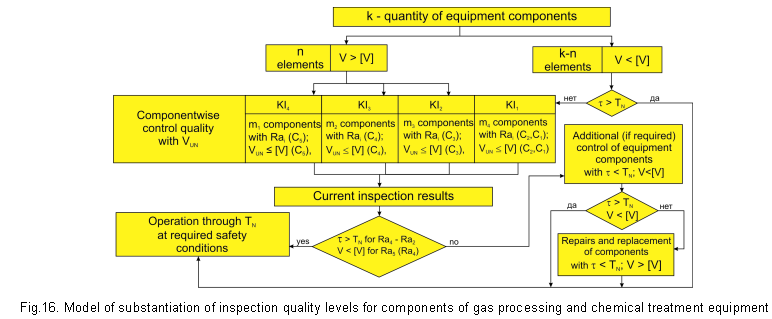
Figure 16 shows the model for evaluation of quality of inspection of equipment components with the predetermined undetectability of defects; the model was developed to prove the quality of inspection programmes for process equipment components by results of failure risk analyses.
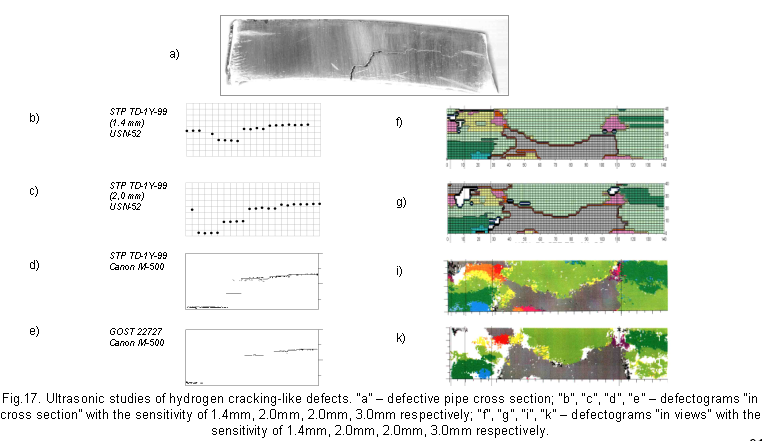
V. NDT studies performed by some prominent scientists, wide experience, and existing standard techniques made it possible to outline and resolve problems concerning adjustment of instruments and control systems, enhancement of reliability of non-destructive testing of base metal, welds and improvement of mechanical properties of metal of structural elements of gas processing and chemical treatment equipment resistant to sulphide corrosion cracking. Figure 17 shows ultrasonic testing defectograms in lateral views, in cross sections, and the metallographic picture of a sample with hydrogen cracking at various settings of instrument sensitivity.
New ultrasonic test parameters for detection of hydrogen cracking, different from GOST 22727, which provide for detection of coalescence stages of hydrogen cracking with an inaccuracy not exceeding 10%.
Typical damages caused by hydrogen cracking in pipeline walls detected as a results of ultrasonic testing are shown in Figure 18.
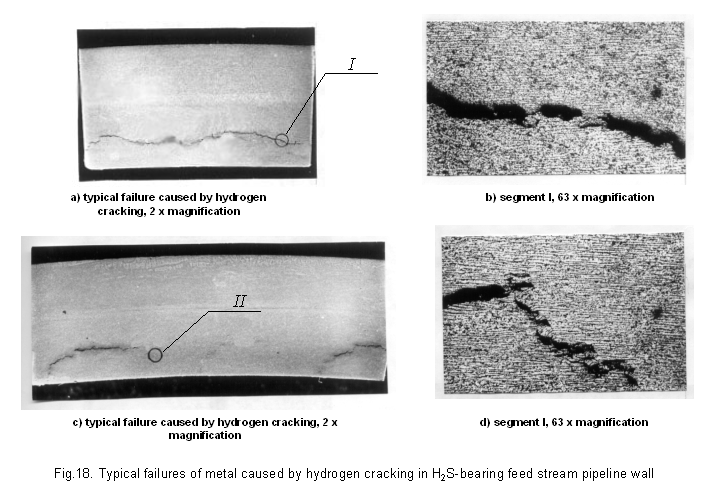
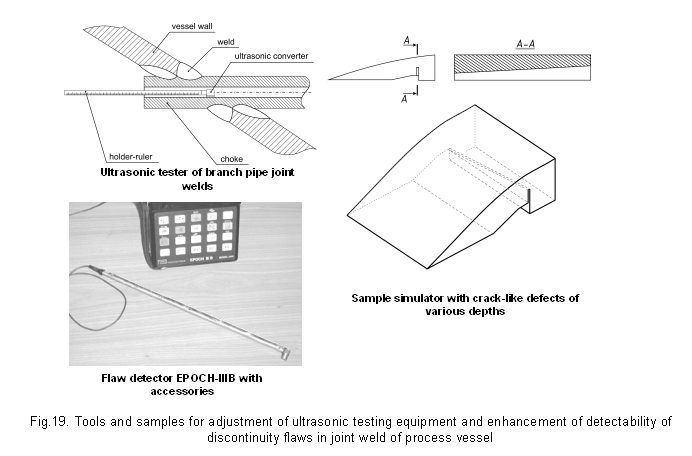
Figure 19 shows tools and samples used to carry out ultrasonic inspections and define discontinuity flaw parameters of socket welded connections of small-diameter chokes (up to 100 mm in dia) with accuracy of no less than 0.7 and of tangential chokes, which have not been monitored before as it was not required by regulatory documents. Over 3,000 similar choke connections located on gas processing and chemical treatment vessels were for the first time inspected for defects. Discontinuity flaws were found in more than 1,000 choke connecting welds. Over 500 socket welds have been repaired, and others are being monitored under service conditions depending on the results of strength analyses and life predictions.
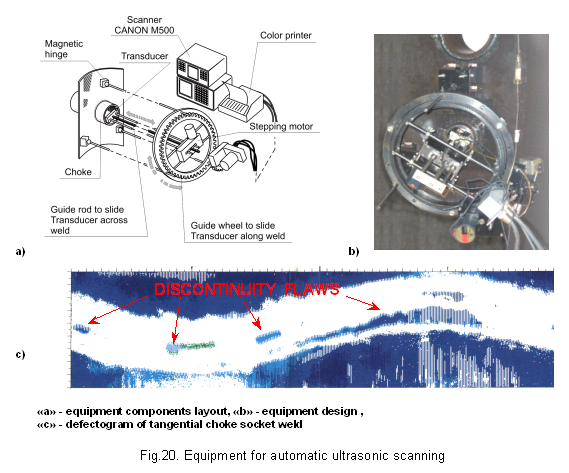
The equipment shown in Figure 20 is used to monitor the condition of choke corner welds having discontinuity flaws; the device is designed for carrying out automatic inspections of welds and their conditions by comparing defectograms.
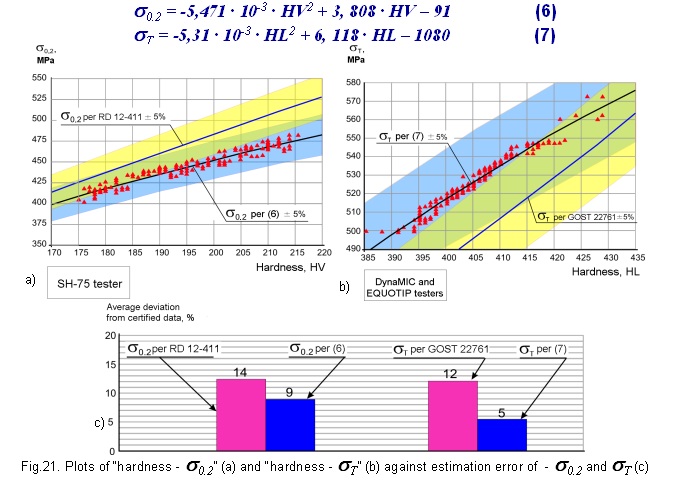
New correlation dependences (6, 7) such as “hardness-yield strength” and “hardness – tensile strength” (Picture 21 a, b) for corresponding instruments, and conditions of hardness measurement for using ‘no-sample’ methods and instruments, which enable ultimate strength control with an error not exceeding 5% and yield strength control with an error not exceeding 9% for H2S –resistant steels of gas processing and chemical treatment installations over a long period of operation (Figure 21 c), have been established as follows:
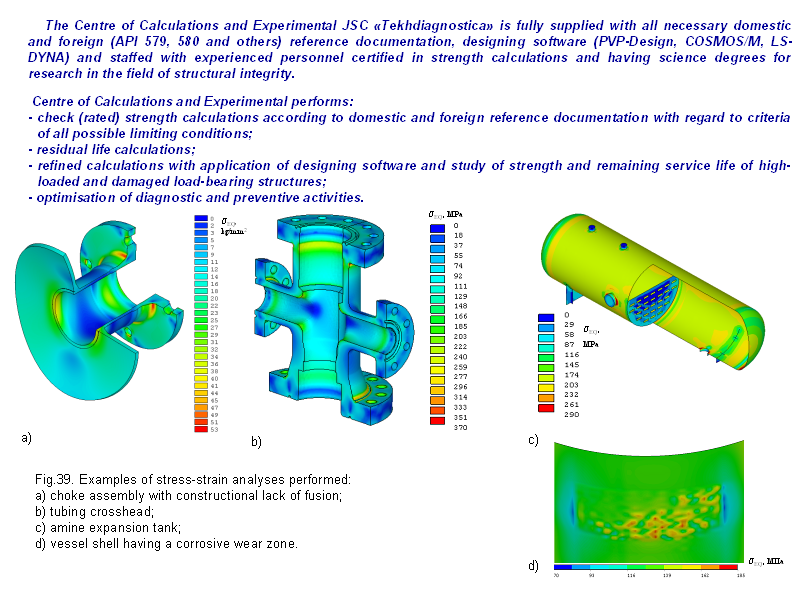
VI. On the basis of standard techniques and research works of some prominent scientists it has become possible to formulate and resolve the issue of conducting strength and lifetime analyses of equipment components with the most common defects; this also allowed substantiation of failure probability parameters and risk assessment criteria.
Figure 22 shows the results of strength testing of a full-size vessel with incomplete fusion in the manhole weld, where the size of incomplete penetration is equal to the shell wall thickness. Actual deformations have been compared with designed ones.
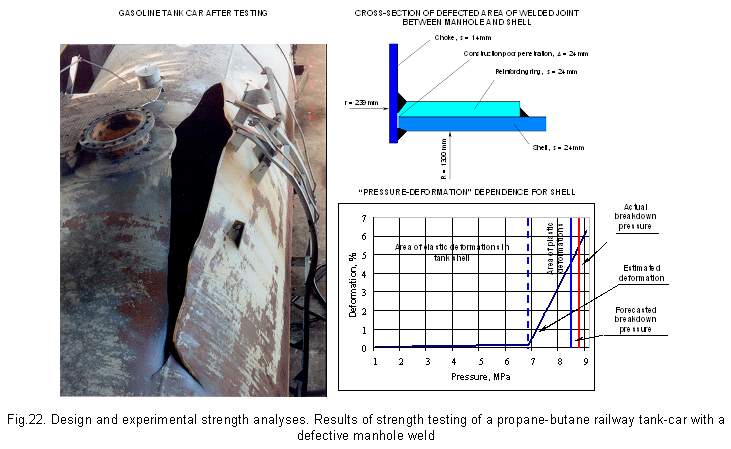
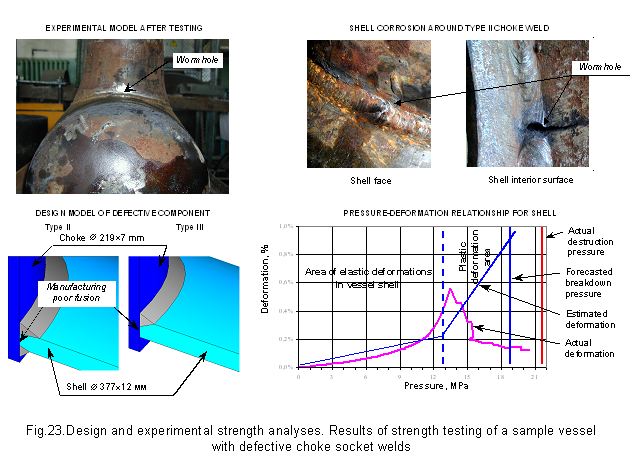
Figure 23 shows the findings of strength testing of a vessel with defects in choke welds.
Research works indicated that computational methods applied in integrated computer programmes such as LS-DYNA, COSMOS can ensure fair reliability of results of strength and lifetime assessment of gas processing and chemical equipment components having various defects with deterministic and probabilistic target setting. The allowance inaccuracy is 5 to 15% for operating pressures and 5 to10% for limiting pressure. Incomplete fusion in choke welds does not result in ultimate limit state of the element operating under static and quasi-static load conditions, provided that sizes of welds does not exceed allowable GOST 5264 limits.
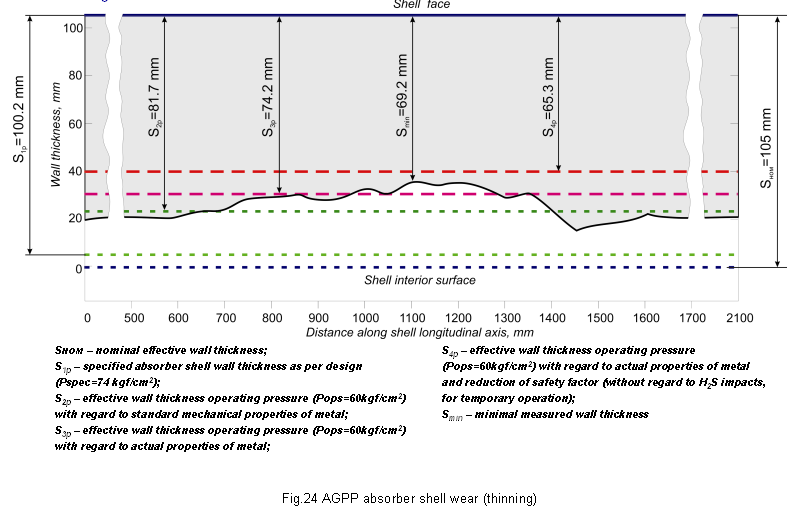
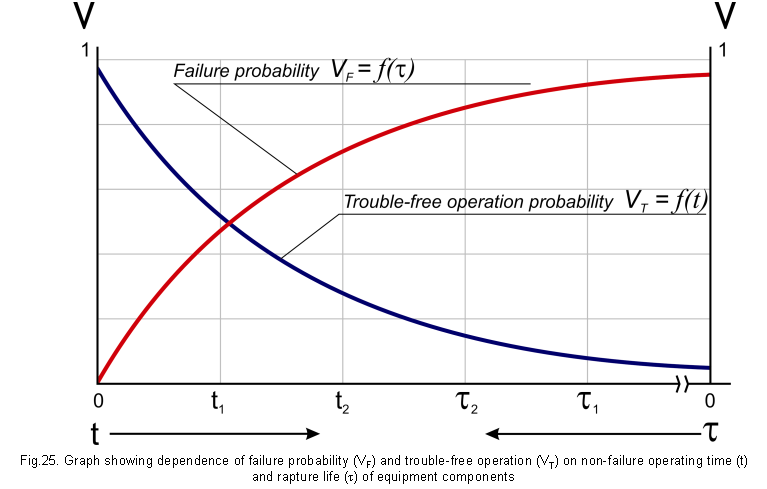
The lifetime and failure probability (V) analysis was made on the basis of initial data obtained from measurements of sixty absorber shells of Astrakhan GPP having various rates of wall wear. Wall wear examples are shown in Figure 24.
The analysis is based on the classical dependence (by V.V. Bolotin and other authors) of failure probability and trouble-free operation of equipment components on non-failure operating time (operational life) and rapture life (Figure 25). From this dependence it is evident that equipment (construction elements) with longer rapture life will have lower failure probability.
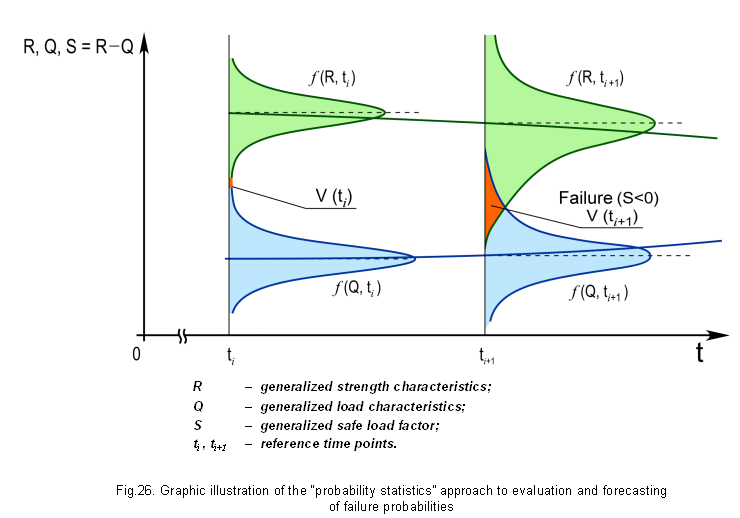
The general graphical representation of the “probability statistics” method of assessment and forecasting of failure probability for process equipment components is shown in Figure 26 as variations (random variables) of statistical characteristics of strength and load.
Recent works indicate the availability of intimate correlation relationship between failure probability (lgV) and designed operational life (?) of equipment components with a coefficient of up to -0.9 before limiting condition occurs. The relationship graph is shown in Figure 27. By plotting failure probability acceptable value zones and zones of ? division into the areas multiple of standard operating time (TN) between inspections of gas processing and chemical treatment equipment onto the present «lgV to ?» relationship diagram, it becomes possible to identify failure risk areas for equipment components with various defects with regard to each potential failure criticality. Figure 27 shows the diagram for failure criticality level С5. The similar graphs have also been plotted for failure criticality levels С4 , С3 , С2 , С1.
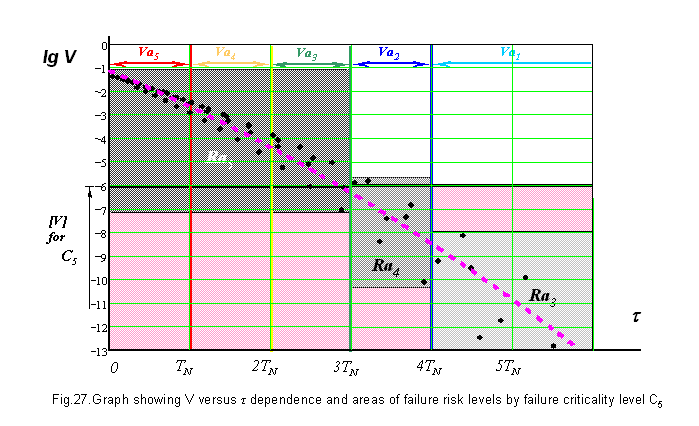
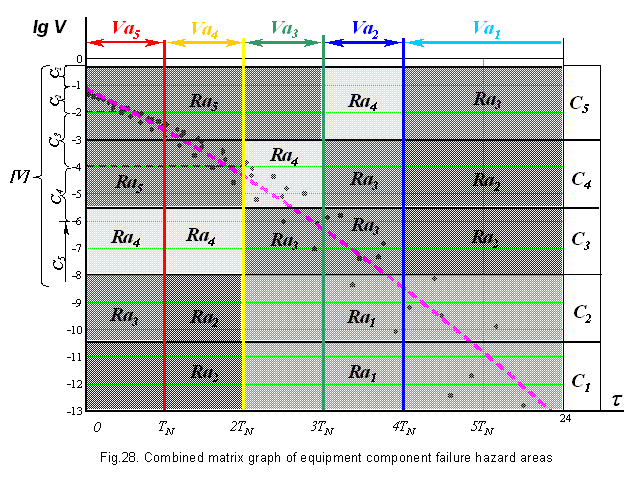
Figure 28 presents the combined matrix graph of a semi-quantitative failure risk analysis of defective gas processing and chemical equipment components by probability criteria and failure severity levels. The matrix graph is built by overlapping plots and zones of failure risk levels.
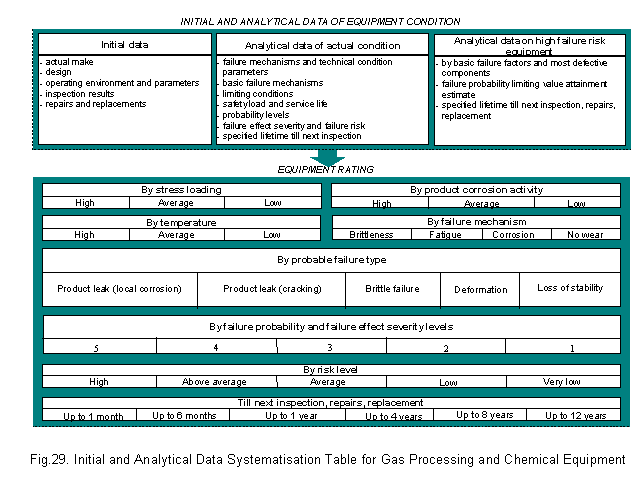
VII. The problem of database development (see Table in Figure 29) for systematisation of initial and analytical data on equipment components condition and their classification by stress loading and residual operational life parameters, defect types, failure risks and failure probability levels, useful life until next inspection, repairs or replacement, was outlined and then successfully resolved for the purpose of effective management of huge data files on gas processing and chemical installations.
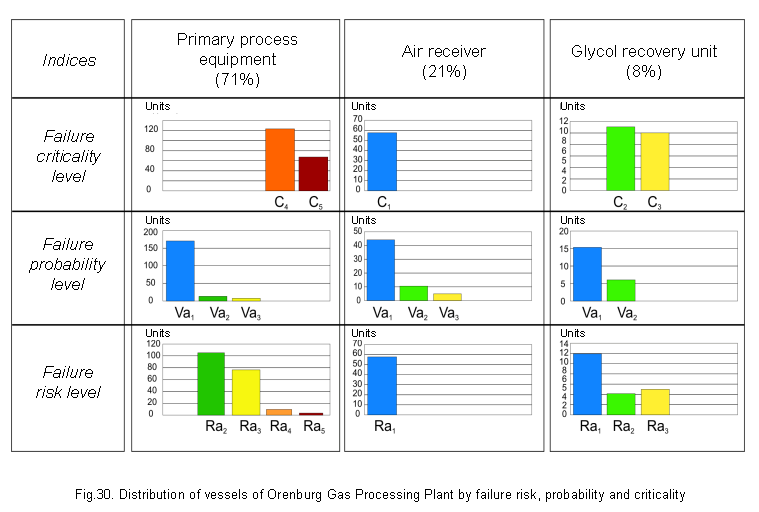
As an example of the data retrieval, Figure 30 shows the distribution of vessels of Orenburg gas field department by failure severity, probability and risk levels.
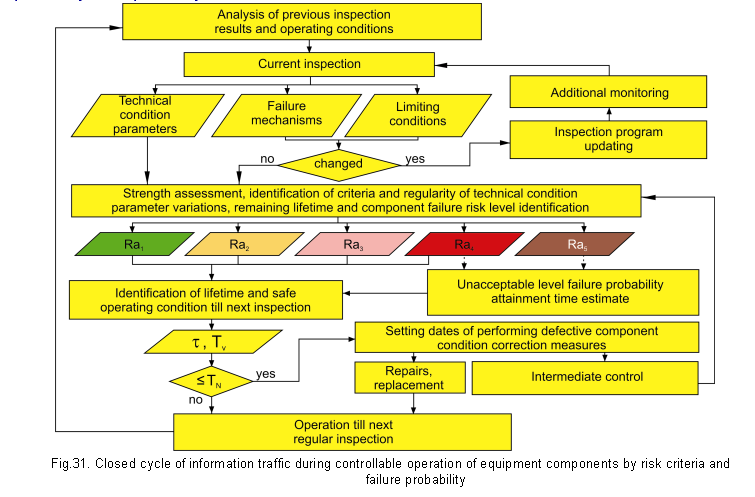
Technical solutions made by using the database potential enabled the development of the conceptual scheme of a closed cycle of database information traffic during the process of controllable operation of defective equipment components (see Figure 31) for the purposes of safety management of gas processing and chemical equipment operation by failure probability and risk criteria.
VIII. In order to ensure a regulatory background for the above system, the following norms and standards have been prepared and put into effect with regard to inspection and repairs of process equipment operating in hydrogen sulphide environments:
1. Procedure of Arrangement of Condition Monitored Maintenance, Repairs and Replacement of Own Fixed and Leased Assets of LLC Orenbourggazprom (app. by JSC "Gazprom" on Jan.27, 2003, agreed by Gosgortechnadzor of Russia on Nov. 15, 2002);
2. Astrakhan Gas Processing Plant Equipment Diagnostics Procedure (app. by JSC “Gazprom” on June 01, 1996, agreed by Gosgortechnadzor of Russia on May 30, 1996);
3. Procedure of Diagnostics of Orenbourggazprom Process Installations and Equipment Operating in H2S Corrosion Environment (app. by JSC "Gazprom" on May 30, 1998, agreed by Gosgortechnadzor of Russia on May 27, 1998);
4. JSC Gazprom Oil and Gas Processing Plants Equipment and Pipeline Diagnostics Procedure (app. by JSC "Gazprom" on Dec.16, 2000, agreed by Gosgortechnadzor of Russia on Dec. 5, 2000);
5. JSC Gazprom Oil and Gas Plant Fixed Production-Related Assets Repairs Procedure (app. by JSC "Gazprom" on Dec.16, 2000, agreed by Gosgortechnadzor of Russia on Dec. 5, 2000);
6. Methods of diagnostics of technical condition of wellhead X-trees operating in H2S-bearing environments at JSC Gazprom gas producing facilities(app. by JSC "Gazprom" on Dec.23, 2000, agreed by Gosgortechnadzor of Russia on Dec. 20, 2000);
7. Factory standards, guidelines and provisions, establishing special requirements for NDT types, training and certification of NDT specialists, checking strength calculations and quality of work.
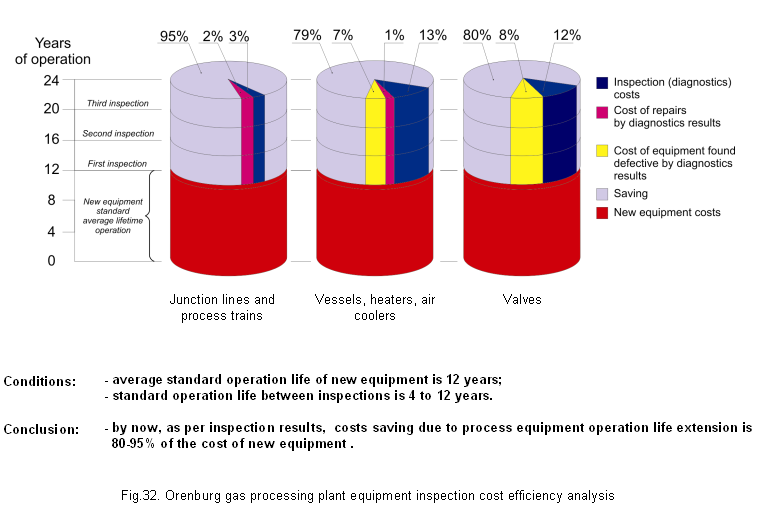
IX. The results of the analysis given in Figure 32 show the economic efficiency of the proposed system due to extended operation of gas processing and chemical treatment equipment beyond its service life regardless to financial and other losses caused by failures, accidents and emergencies.
Х. The present philosophy and applied system allowed for developing the scheme of optimisation of methods, volumes and terms of equipment inspection (see Figure 33) by means of correction of equipment condition and defective element failure risks. Calculations done and implementation of the above concept and system show the possibility to redistribute up to 50% of assets of an Operator (operating organisation) from equipment components with failure risk level Ra1, Ra2 to components with risk level Ra5, Ra4, Ra3 .
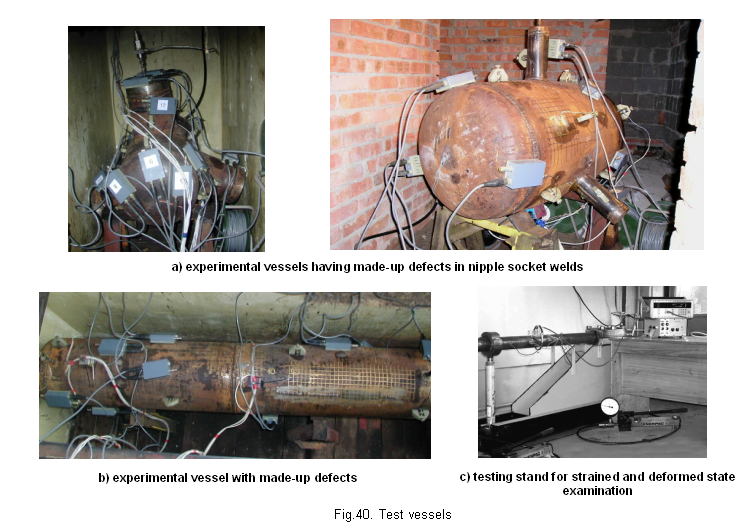
Our specialists have developed and successfully apply special testing stands including vessel models with made-up defects simulating incomplete weld penetration, corrosion pitting, wall thinning and other defects (see Figure 40).
XII. The key advantages of applying the proposed system against well-known methods of sustaining of safe operating condition of process equipment lie in the use of failure risk level differentiated equipment components; simplicity and reliability of methods and techniques of identification of equipment component failure probability; systemic lowering of failure hazards and failure probability due to early defect detection, well-timed planning and initiation of preventive measures aimed to restore reliability and long-term operation of defective components; taking efficiency enhancement measures to preserve process equipment safe operating condition by distributing defective components throughout the failure risk levels.
CONCLUSIONS
1. Tekhdiagnostica developed new concepts, methods, techniques, parameters, criteria, safety control circuits, and systems of failure, accident and emergency prevention during operation of process equipment of gas processing and chemical treatment plants with regard to specific impacts of H2S-bearing mediums enabling to predict process equipment failure probability within the range of acceptable values for forecasting periods.
2. Tekhdiagnostica substantiated and developed techniques and facilities which enable to enhance flaw detection reliability and expand controllability of equipment components by specific gas processing and chemical plant equipment defects and technical condition parameters.
3. Tekhdiagnostica prepared regulatory documents and database on process equipment conditions, and provided facilities for carrying out inspections and surveys of gas processing and chemical treatment plants equipment.
4. The above process equipment safety management system was tried out at Orenburg and Astrakhan gas processing plants. Safe equipment operating time and levels forecasted on the basis of inspection results have been confirmed in practice.
As the organisation of independent experts, Tekhdiagnostica is offering its services to inspect process equipment in gas, oil, petrochemical and other industries anytime, anywhere, in any volumes, and at a moderate price. Our goal is to lower accidental risks and failure hazards. Cooperation with our company will guarantee high quality of works at a minimal cost.
NOTATION CONVENTIONS
| ГХК - Газохимический комплекс | GPCP - Gas processing and Chemical treatment Plants |
| ЧС - Чрезвычайная ситуация | GPP - Gas Processing Plant |
| V- вероятность возникновения отказа | V - Failure probability |
| Ra - уровень риска отказа | Ra - Failure risk level |
| Va - уровень вероятности отказа | Va - Failure effect severity level |
| С - Уровень тяжести последствий отказа | C - Failure effect severity level |
| KI - Уровень качества обледования | KI - Examination quality level |
| VНЭ - Вероятность необнаружения дефекта | VUN - Probability of undetectability of defect |
| VНД - Вероятность недопустимых дефектов | VUD - Probability of unacceptable defects |
| VПС - вероятность возникновения предельного состояния | VLC - Probability of limiting conditions |
| VO - Вероятность отказа | VF - Probability of failure |
| VА,ЧС - Вероятность аварии, ЧС | VA,EM - Probability of accident, emergencies |
| VP - Вероятность отказа за счет ремонта | VR - Probability of failure repair results |
| TN - Нормативный период эксплуатации между обследованиями | TN - Standard period of operation between inspection |
| τ - Расчетная величина остаточного ресурса | τ - Predicted value of residual lifetime |
| σв - Предел прочности | σr - Tensile strength |
| σ0,2 - Предел текучести | σ0,2 - Yield strength |
| σЭКВ - Эквивалентное напряжение | σEQ - Equivalent pressure |
| VБ - Вероятность безотказной работы | VT - Probability of trouble-free operation |
| НОЭ - Потенциально неопасные элементы оборудования |
NHC - Potentially non hazardous equipment components
NDE - Not dangerous elements |
| ПОЭ - Потенциально опасные элементы оборудования |
PHC - Potentially hazardous equipment components
PDE - Potentially angerous elements |
| ТО - Текущее обследование | CS - Current Survey |
| ОО - Очередное обследование | NS - Next Survey |
| ПК - Промежуточный контроль | IC - Intermediate control |
| НДС - Напряженно-деформированное состояние | MD - Mode of deformation |
|
Our address:
|